I’ve been spear-heading the injection molder project with @msearra. I’ll do a full project run-down thread once the machine is done, but for now we’ve run into a bit of a problem and need suggestions on how to fix it.
We had the fortune of having our rod fit inside our metal tube absolutely perfectly - so perfect it actually created a suction. However, as part of the build we had to weld some brackets onto the main barrel in the spot the plastic enters. After welding those brackets on, our rod no longer slides freely throughout the entirety of the tube - it gets stuck right at the welded section. Our assumption is that the heat from welding deformed the tube. You can see the welded section here:
Today we tried various different techniques to fix the issue:
We used a brake cylinder hone to grind away the spot where the rod was catching. The grinding stones on the hone were ground down to nothing and it hardly made a difference.
We tried using the hone sitting inside a cylinder of sandpaper instead, which seemed to work slightly better since we could use a lower grit. Unfortunately it was hard to maintain contact with all sides, and it still didn’t seem to be working.
We forced the rod through a few times using brute force and twisting. We did eventually manage to get the rod through the entire tube, but it didn’t make it such that it would slide easily and we’re doubtful that it would eventually get to that point.
We’re thinking maybe the tube deformation created a small bend, in which case no amount of sanding in that spot would really allow smooth travel (we don’t think). Even if we forced it beyond the initial tight spot, it was still just as hard to push it thereafter. We could theoretically buy a new tube and re-weld the brackets, but we have no way of knowing the same thing wouldn’t happen again. Ideally we can salvage this one.
I’m not sure I understand the question. The plunger will always start off behind the material, but it gets stuck very quickly when trying to push it down the barrel (even with no material in there)
Of you relieve most of the plunger some you dont have to have the tube 100%
straight. If that is the issue. If its out of round where the weld is, then
you may have a bigger problem.
It is very possible it’s no longer round where the weld is - but then wouldn’t the cylinder hone fix that? Also what does it mean to relieve the plunger?
Give me a bit I’ll model it and send a picture. If the pipe is bent the
hone I’m sure will just follow the bend of the pipe. The only real way to
get the bore cylindrical would be to single point bore it.
I’m pretty sure engine blocks are bored out before they are honed. Honing
in that case is mostly for surface preparation and finish. Boring provides
location and cylindricity.
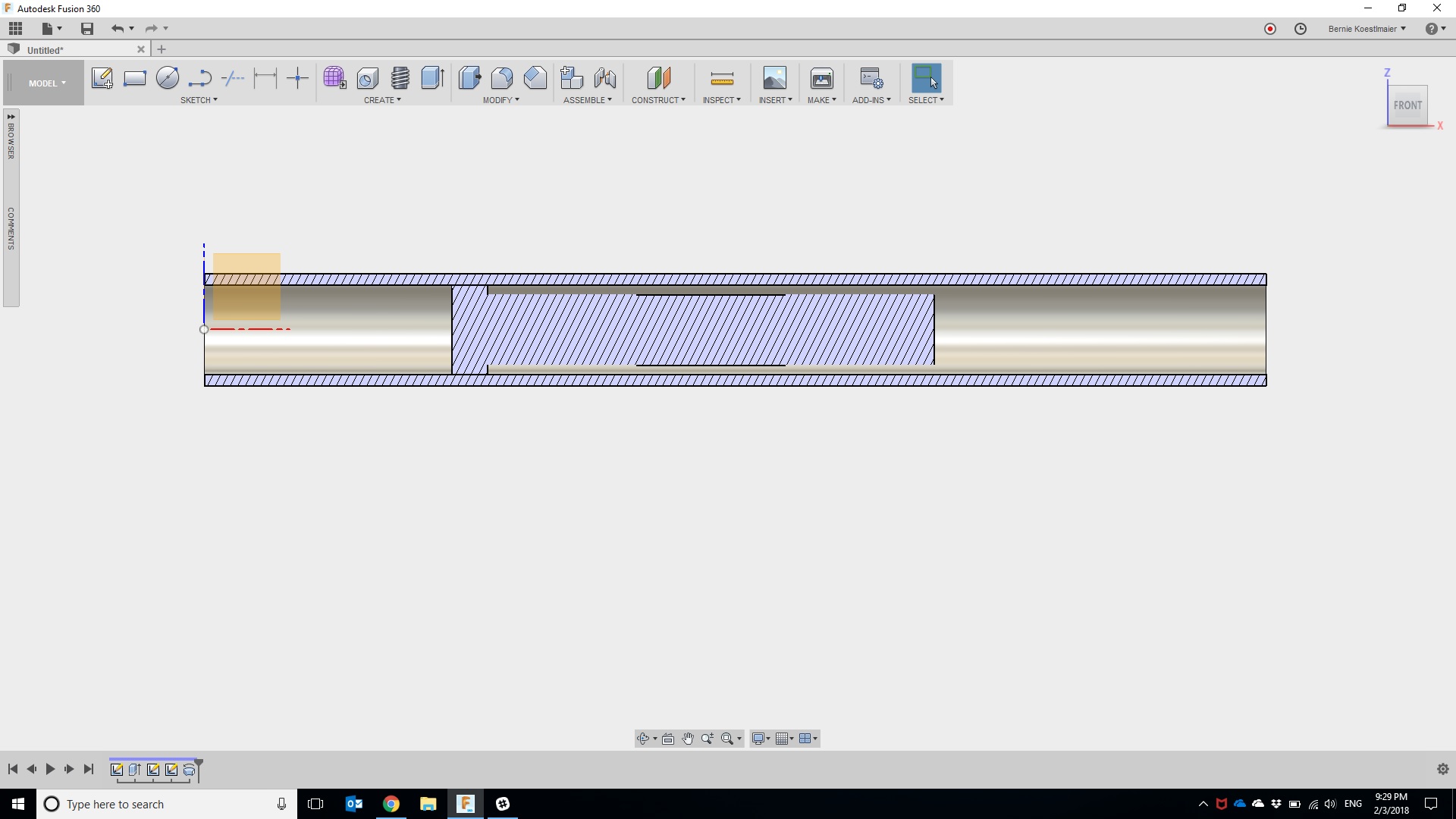
Here is what I’m talking about. Say only the first 1/4" of the plunger is the size you want, and then the rest is under size to clear and deformation on the pipe. I remember we discussed this on slack a while ago. Also using this design you could have the entire shaft undersized and then use 2 snap rings that can move to accommodate any anomalies in the inner surface of the pipe as well.
I called Metal Supermarket where I bought it and they said it isn’t hardened. Looks like now we may need help from someone with metal lathe experience. Anyone interested in helping out who is experienced enough on the lathe to turn in between centers?