Continuing the discussion from [Proposed purchase: Othermill 3 axis milling machine]
Progress isn’t always obvious, so I thought I’d give an update.
John C has kindly brought down his CNC again (with help from @lukecyca). It looks like he’s done some tinkering, too. There’s an awesome monitor mount, and the controller has a slick rackmount box.
@rsim, @Lukeo, @Rob_MacKenzie, and I did a bunch of work installing LinuxCNC on the computer, figuring out how the controller works, wiring up all of the limit switches, and then figuring out config settings to make it all work together.
I also had to take apart a motor to fix a connector.
It was probably, I dunno, 50 person-hours. I have a talent for underestimation.
But now the the CNC mostly works!
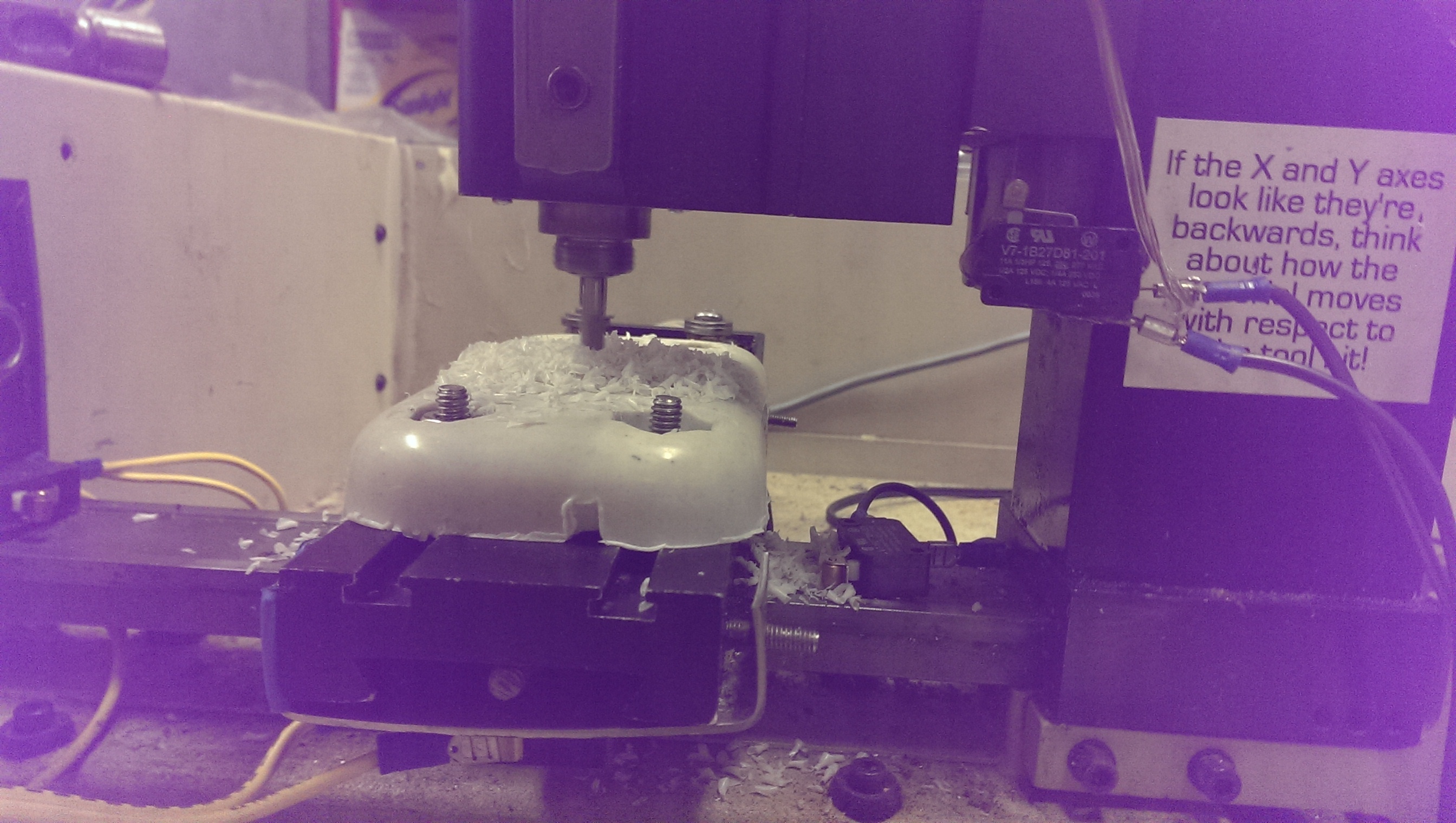
All of the motors can be jogged. I’ve disconnected the Z-axis because I broke a limit switch (anyone have a spare N/O limit switch kicking around?), but you can home the X and Y axis in LinuxCNC, and then it zeroes them until it hits the limit switches.
Where we’re at now:
Need to add the Z axis limit switch, fix one of the X ones that has a weird connector angle and is using up too much of the travel
LinuxCNC needs to be configured properly:
– The axis homes until it hits the limit switches, and then it stops moving… Because the limit switch is hit. Figuring out how homing is supposed to work and set it up accordingly
– The motors are set to move painfully slowly. Tweak the speeds in the config closer to what they can actually handle.
– Zap-strap a Sharpie to the Z axis and get it to draw something?
General cleanup of oils, shavings, and wiring routes.
So the majority of the work remaining will take place in software. If anybody wants to play around, the username/password is linuxcnc
On the desktop, CNCSherlineRob is the file that opens up the controller software. LinuxCNC looks really similar to Repetier-Host that a lot of the 3D printer people will be familiar with. I don’t think it’s a huge paradigm shift.
I’ll try to take a look at this tonight - it should have similar options to Mach3 for this stuff (basically hit home switch then back off slowly until the home switch disengages).
There used to be a small chuck for the spindle; if we can find it, no zap-straps required! Something I’ve done is hack a clicky ballpoint pen into a sprint-loaded pen for learning, so you don’t have to worry about applying too much/little pressure or breaking the pen. We can easily knock up a bunch more of these as they’re super useful.
We don’t have any proper endmills that fit that CNC’s shank
I don’t actually have any immediate use for that CNC, so I’m really not motivated to figure out a proper workflow for generating G-Code.
I just used a python script from the internet to treat the VHS logo as a depth map. It took like, two seconds and gave appropriate results.
So the following things are on the to-do list (@iMakeRobots contributed some of these):
Make the top e-stop actually work.
I wired it into the controller, so it should be readable by the software. There’s gotta be a config setting or something to read and obey the e-stop pin. That said, it’s possible the sketchy Chinese manual I read gave the wrong pin for the Computer->Parallel port connection, or the wrong pin for the e-stop->DB9 connection.I have no intention of doing this myself, @lukeo@iMakeRobots@Daniel_DeGagne anyone else that wants to get involved?
Find the right collet to hold the Generic Chinese Endmills that 90% of us will be using. I have a few PCB-sized endmills in my storage area that I’ll try and dig out and then get a proper toolholder at KMS tools or similar.
Mount the endstops better. It is pretty hacky atm
Build an enclosure. I see this as lower priority, faceshields or safety glasses should suffice for now, but yeah, a good thing to have.
Figure out a good workflow to generate files. I think @rsim and @bruce were working on this, but if anyone has any ideas, feel free to explore them and run a workshop, or just an informal get-together like the KiCad workgroups that have been going on.
About that last one, the 3D printer people especially could be pretty good with that. Turning a 3D model into g-code is familiar, but it’s a little bit different with the CNC.
The g-code itself is easier (no extruder, hot end, etc), and the process is much much harder. Fully automated g-code doesn’t really happen because there are a lot more factors involved. There’s position and dimensions of the tool (which will be different from job to job), roughing and facing operations, there’s avoiding cutting workpiece clamps or hitting the bed. And so on. It could be a fun challenge
It was Autocad Fusion Bruce and Richard were testing today? Be good to know if that’s a suitable program once we’re at ~100%
And yeah gcode files would be much smaller and simpler. BUT where as 3d printers extrude a simple ~0.4mm line of filament in a complicated pattern, a CNC has a simple path carefully created to deal with the more complicated job of doing cuts based on tool shape, cutting speed. angle, depth, etc . So a good program to program the milling paths will be good for us. I don’t have experience (yet) to try messing with the actual cut paths.
Also note to anyone who has yet to look at the controller for the small CNC. Careful the current is much higher then a printer. The large one I believe Richard has been setting up an Atomic pile in one of the empty offices to power it.
Yes, Richard was patiently introducing me to Autodesk Fusion 360. They offer a free license for hobbyists and enthusiasts. Very slick software, but not easy to just pick up and use immediately.
I’ve been using the CAM portion of fusion360, and it is great. Lots of
videos available online as well. There should be a suitable post processor
available for the sherline machine as well. If not. We can put in a
request, and they can make one for us.
@rsim the switch position should not be the same as the home position in emc2. That way the machine will back off the switch and avoid the workflow problem. I set it that way about two weeks ago. Apologies if this is old news.
To me the enclosure is a safety feature for people without face shields and a way to keep the debris to a minimum.
Please add “build a rasbpi lockout for the sherline same as the laser cutter” to the todo list.
I meant standard as in the Sherlines where/are all the same. As we have both the cnc and the small mill. No idea what the industry standard is if there is one.
The password is missing from the wiki. linuxcnc/linuxcnc did not work. VHS-CNC/hackspace did not work. VHS_CNC/hackspace did not work (was written unclearly on the top of the monitor.)
If you know the new login/pass, please post it here.