Hi, all. I need some help coming up with some ideas for how to make a 14mm square hole in a steel part. I’ve attached a part drawing.part for exhibit.PDF (112.5 KB)
I’d like to avoid filing it if possible, but I’ll do it if there’s no better way.
My answer depends on how many you have to do.
When are they do.
How accurate and clean
Do you have a hydrolic press?
That’s an example what they use for mass production.
Other options might be water or plasma cutting. I can’t say for sure those would work on the size piece your looking to cut but that’s why I say ask the experts.
I’ve determined in this case that I’ll make this part by sawing a piece of round stock in half, then milling two slots in each half. I’ll braze or weld the two halves back together, lining up the inside faces of the slots, then finish turning the outside of the part on the lathe. I’ll chuck the workpiece in a 4-jawed chuck so I can make the square reasonably concentric with the outside of the workpiece. Kind of cheating, but hey it works for this application. This part is used to adapt a sprocket with a round hole onto a square shaft.
I came up with a better way the make the square hole for this part. I was able to do this all on the lathe at work.
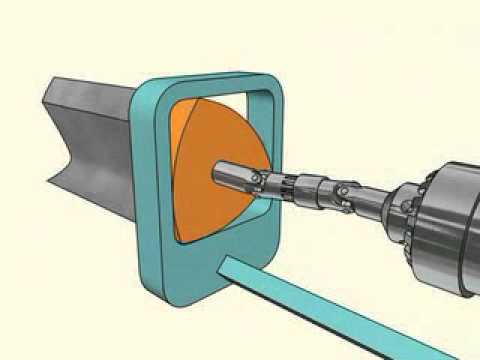
For those who are interested, I first drilled a 14mm round hole in the part, then I ground a flat but angled face on the end of a high speed steel lathe bit blank. I used this tool bit to shave away at the corners about 0.002" at a time, with the workpiece still mounted in the chuck, and the tool bit mounted like a boring bar. The headstock was kept stationary the whole time, and only the carriage and cross-slides were advanced. This technique was slow, but it gave a decent enough surface finish and nice sharp corners. Need a fairly rigid machine to do this though, and a thick tool bit to keep it from flexing the bit and binding into the material.