After a long time using belts that were falling apart, literally, from using a tensioning method which had a side effect of destroying the belt it was tensioning, the X axis finally split.
Search, order, wait, rethink, design, print, squirrel, forget, return, dang, redesign, again, pop, fizz, bang, bang, finally…
Dustie now has a belt tensioning system! And it’s easy to use and easy to print in vibrant red PETG. I’ll post the design to the wiki tomorrow. For tonight, highlights.

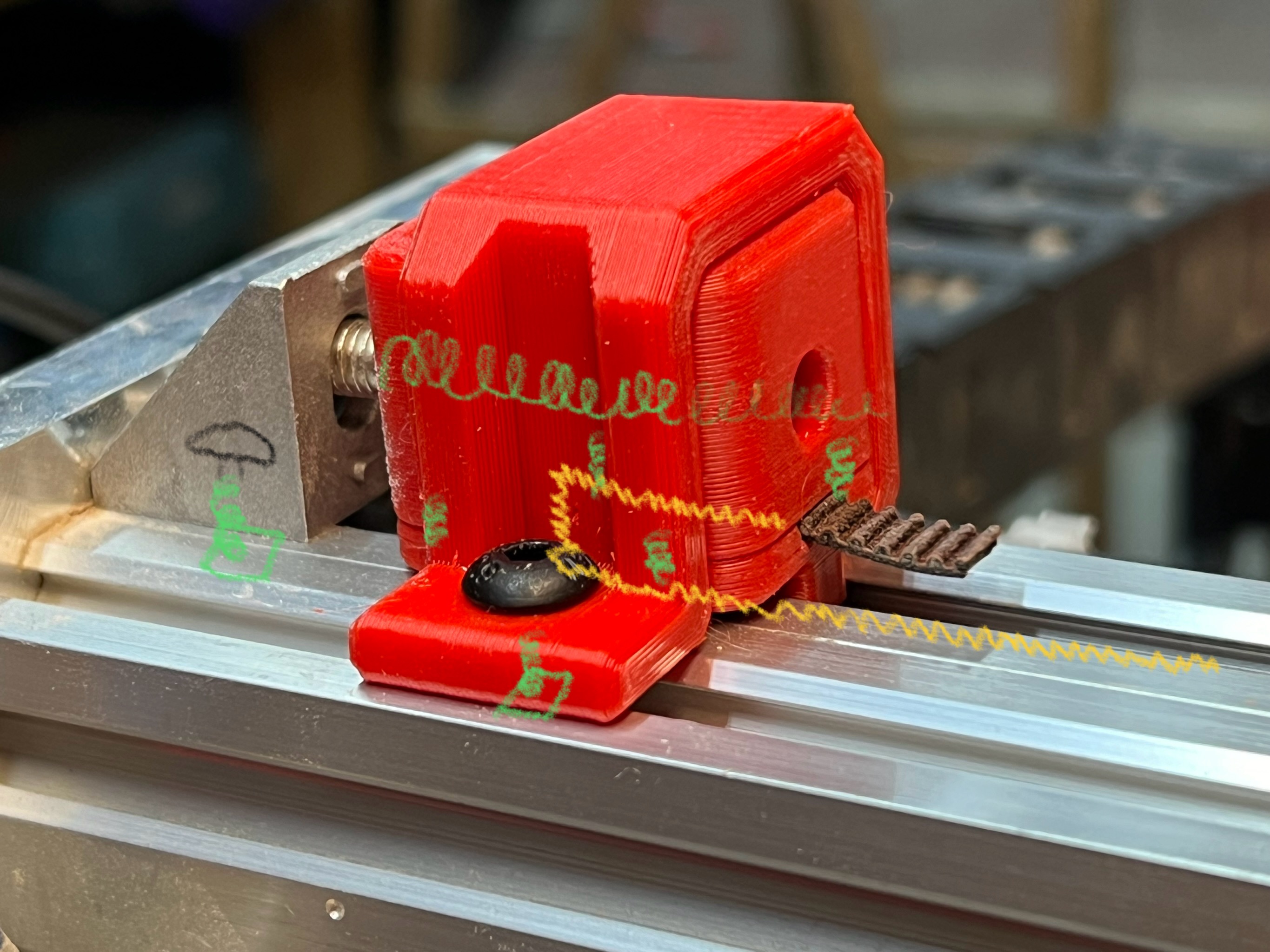
Designed in stages, and so thereby becoming a tad Frankenstein’s Monster in the process, there are two types of tension assemblies. They basically work the same, but one’s too big so most of them were retired and succeeded by these wee nimbles. The belt goes in the bottom, loops up through a channel with matching teeth, then clamped with teeny inserts 'n screws. A game of tug of war exists perpetually between the two buffers at each end of the tracks, assisted by the heft of a few M6 bolts. These are the heavy lifters of the system, unlike the red strapping, printed with an optimal orientation for its job and shape, acting like a tunnel lower mainland overpass for the otherwise skybound clamp. Someone more knowledgeable than me is welcome to make required adjustments to measured tension or stepper calibration, etc., and to invite me to witness.
And the belts they’re holding? Fully certified fresh imitation knockoff factory ‘extras’ AliMcGates they’re pretty hey look over there! But being fixed, and fresh, and able to be as long as they need to be, Dustie’s theoretical maximums have increased pleasantly in two dimensions. It may be beneficial overall, including thinking of a modular bed system with integrated clamping instead. Bed rework will be required to use all the new space, and I may or may not undertake that.
While I was in there, I:
- unified the entire frame bolts on a standard, easy to install, and fit for purpose length of bolt. Some old bolts were engaged by as little as one revolution. This is better.

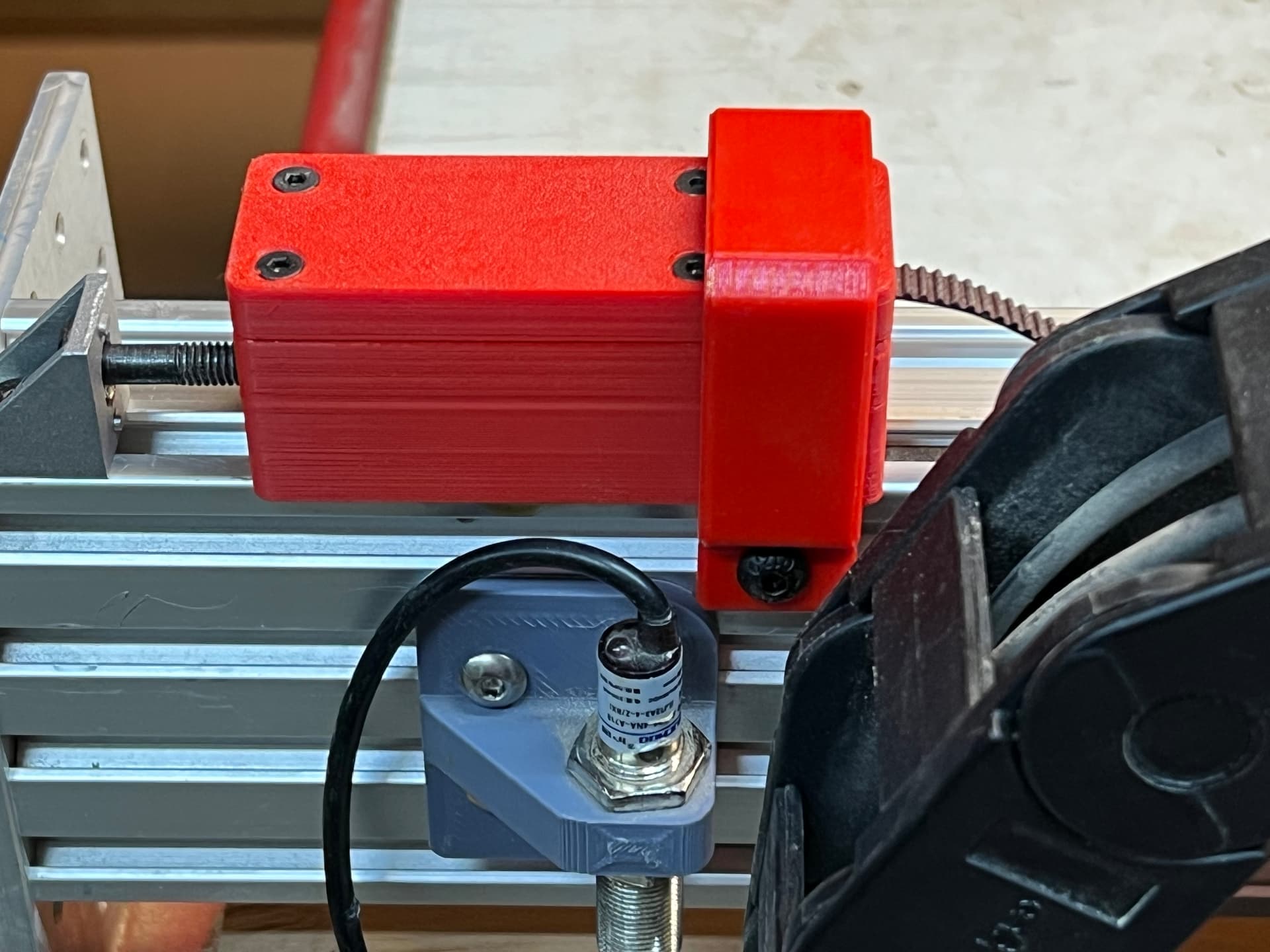
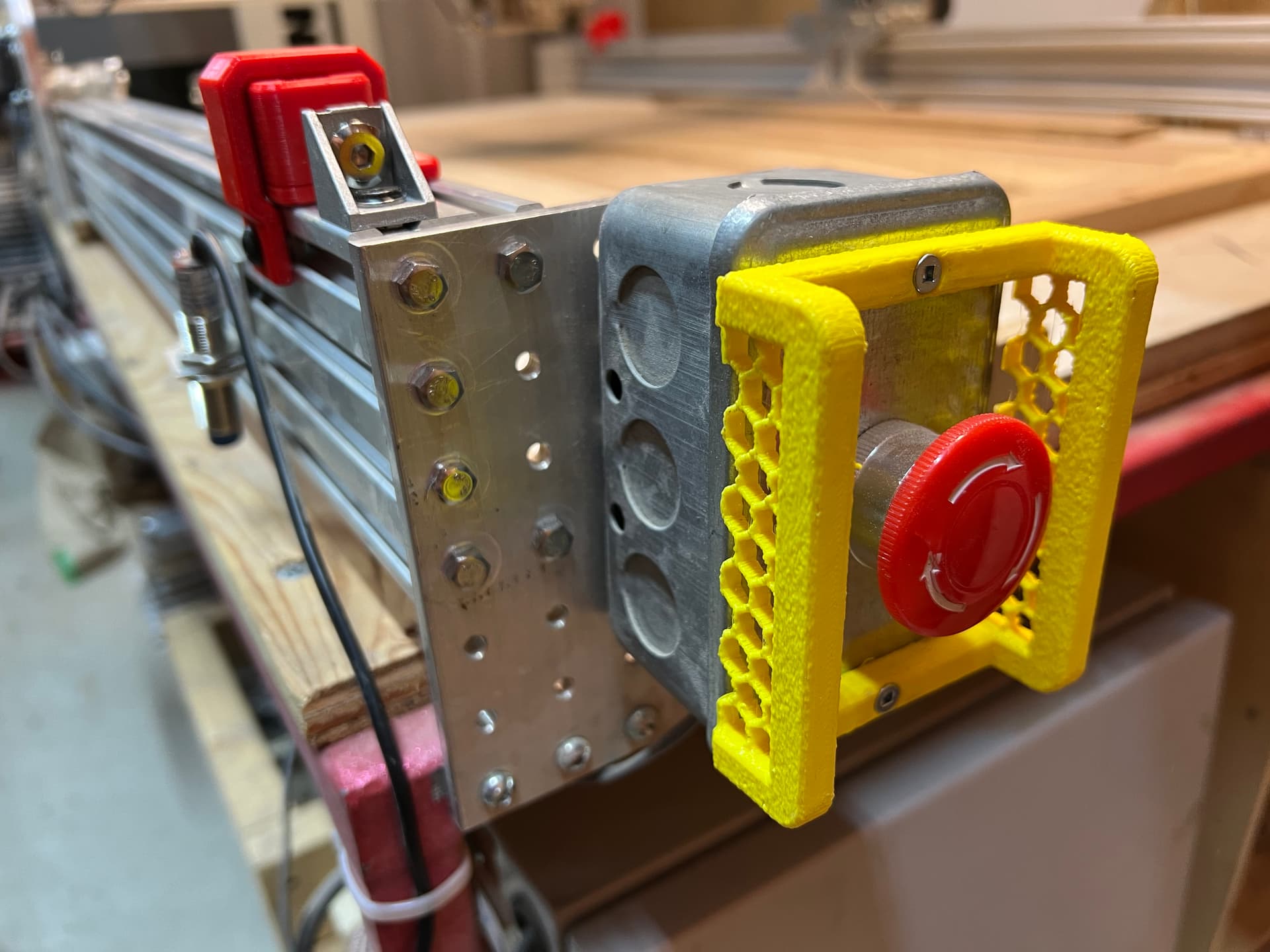
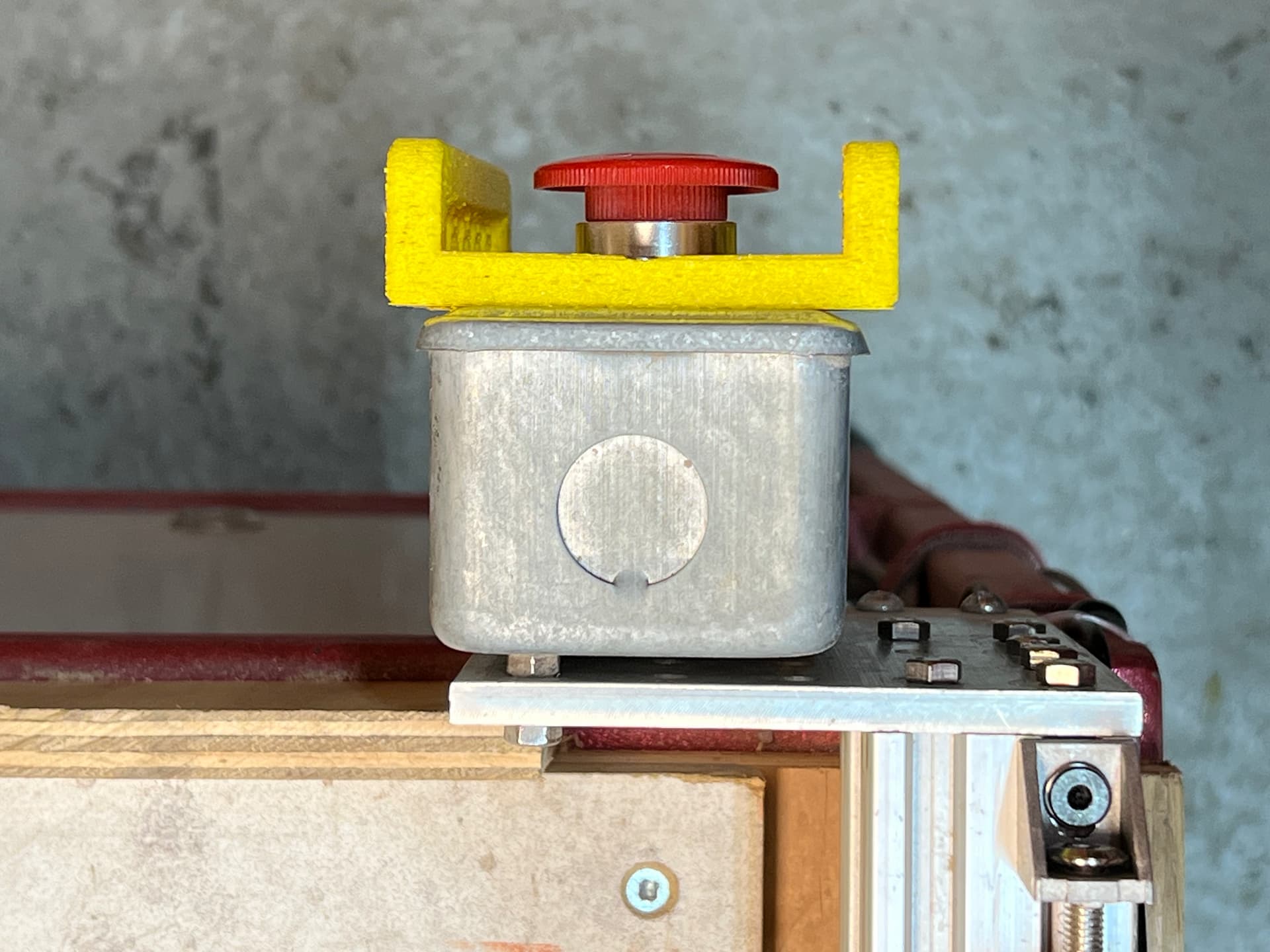
- installed a low profile guard on the e-stop. I bumped this switch countless times which leads to increased stress. In a wood shop. Constructive discussion welcome.
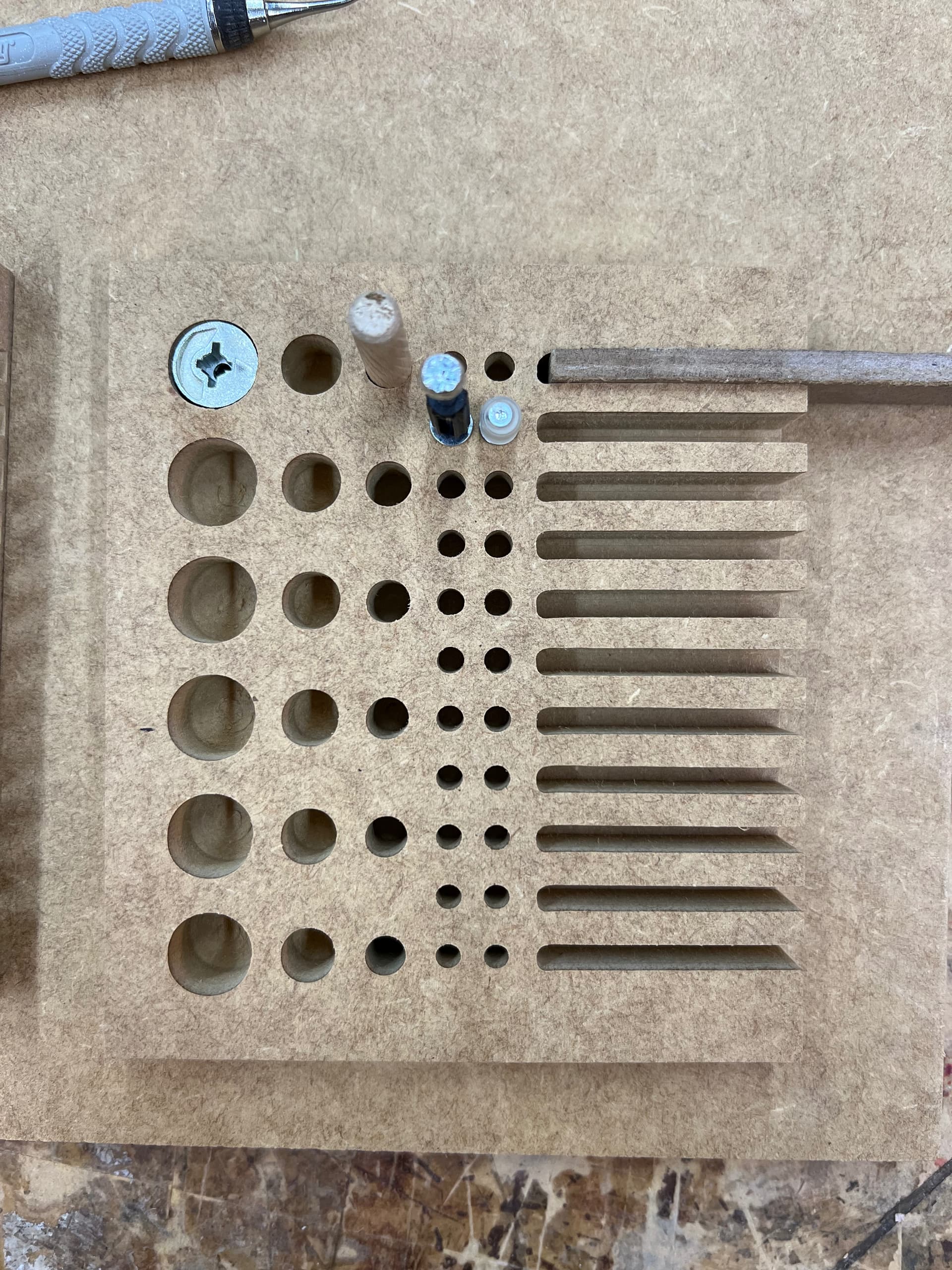
- replaced the awful and bendy and tear-y and not side insertable rail nuts with these beautiful t nuts. All is good and right in the world now.

So that’s the story of Dustie’s new belts. May long they live.

Until then, goodnight.