Tired of banging my shins on the legs of my bed, I decided to build my own bed frame. The old frame was wood, with the wood beams on the outside of the mattress and the legs attacked on the outside of the wood beams, so including the legs, the bed frame was 7" wider than the mattress and 3" longer (beams were 1.5" thick and the legs were 2" x 2").
I spent several weekends searching for bed frame designs, and found several elaborate designs or ones that were too basic and/or ended up with a frame rather larger than a mattress. I have an orthapedic mattress that does not require a box spring, so can lay on slats or a hard base. However, a box spring is the same size as the mattress, so I am wondering why wood bed frames are almost always several inches larger than the mattress.
With space at a premium, I wanted a minimalist bed frame/platform that was the same size as the mattress (queen size in this case), but also provided 24" height of storage space underneath.
Having given-up on designs that I could find online, I decided to design my own bed frame.
This bed frame design was driven by three prime objectives:
(1) no bigger than the mattress (80" x 60") so as not to unnecessarily occupy more space.
(2) simple, functional, utilitarian, yet elegant in a minimalist sense.
(3) create usable storage space underneath, ideally 24" or so.
Originally, I planned to dowel and glue together two 2" x 4" pieces, or maybe a 2" x 4" and a 2" x 2" to form an “L” section leg where the thickness of the two parts was equal to the thickness of the side and end beams (2"x6" with finished 1.5"x5.5").
Later I realized that I could achieve the same “L” cross section by making two full length cuts in a 4"x4" (finished 3.5"X3.5") to produce (already cut and ready to assemble now):
(a) an “L” section main piece with OD equal to 3.5" (as before) and the thickness of each flange of the “L” equal to the finished thickness of the side and end beams (1.5")
(b) a nominally 2"x2" piece of the same length as the original leg. Actually, a saw cut smaller, probably about 1 7/8" square. This piece has been set aside, possibly for subsequent mill work and reattachment after the folded “T” bracket is screwed to the inside corner of part (a).
Then, at one end (top end) of each “L” section, is cut a flange 5.5" from the top edge (equal to the height of the beams), nominally 2" deep (keeping 1.5" to the outside corner).
(1) first two cuts formed the “L” section and a nominal 2" square off-cut (set aside).
(2) second cuts created 2" deep shoulders on both directions to support the side and end beams.
The outside dimensions of the assembled bed should be 60" x 80".
Since the end beams are 57" long and the side beams 77" long, then the total outside dimensions will be beam length, plus 1.5" at each end (+3" total).
Since the outside of the bed frame is the same as the dimension of the mattress (60" x 80"), I will secure 1" x 1" angle irons on the inside of the side beams at a height, such that the top surface of the slats will be about 0.25" below the top edge of the side/end beams. That way, the slightly proud side/end beams will tend to centre the mattress on the bed frame/platform.
So, I have the wood cut and dimensioned, I just need the corner plates / brackets to hold the legs and the side/end beams together securely to form a strong and stable bed frame/platform.
To secure the beams to the legs, I am looking to have a folded “T” plate aproximately 12" x 12" … with the vertical (with a 90 degree fold down the centre) screwed to the inside of each leg and the ends of the horizontal arms screwed the inside of the ends of the beams.
As far as I can see, there are two ways to form this bracket:
(1) Cut “T” from mild steel sheet. Drill holes for screws using drill press, then use sheet metal hand brake to put a 90° fold down the (vertical) centre line of the “T” plate. Nominally, I was thinking to start with a 12" wide, 12" tall “T” plate, with the stem and arms about 3" wide and the steel maybe 1/8" thick.
(2) Take a large steel angle iron, maybe 6" x 6" in 12" length, then cut out two pieces on each side, about 9" from the bottom and about 4.5" from the edge. This would form a folded “T” bracket, but without the need to fold the metal (since it started as an angle bracket).
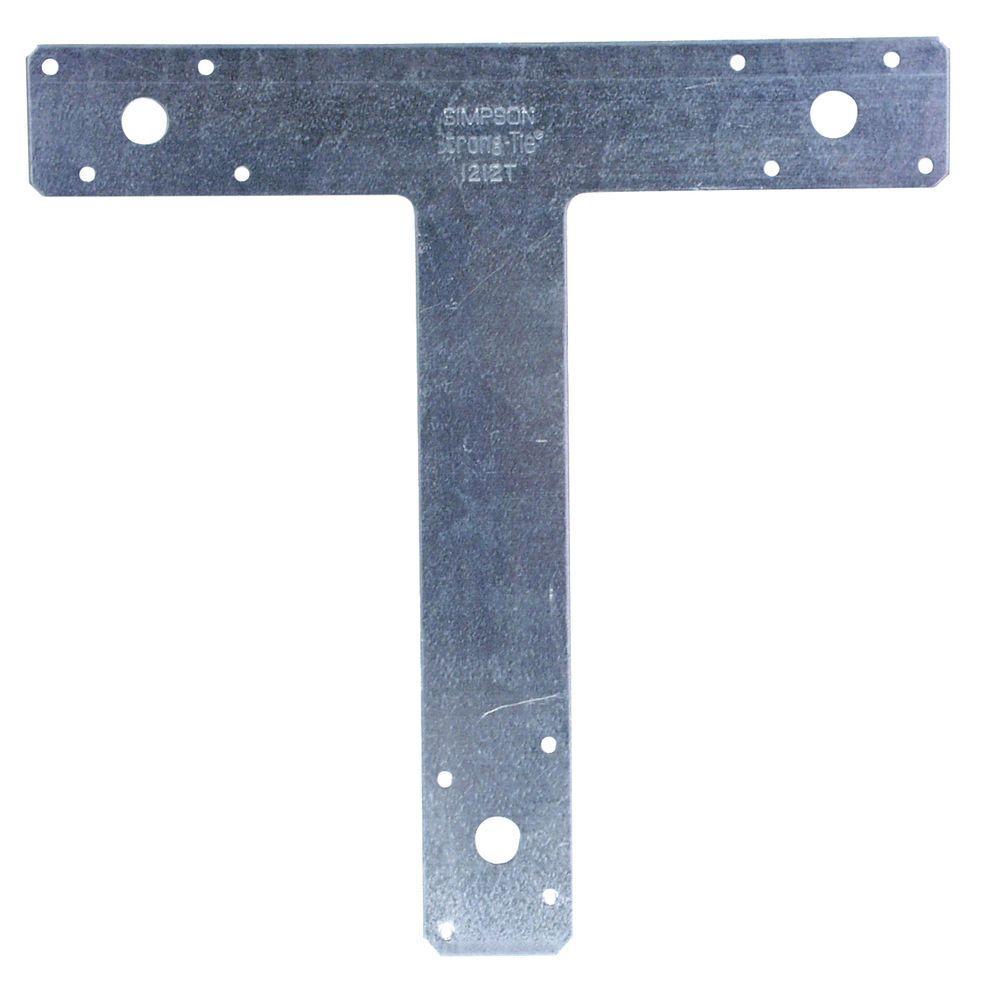
Meanwhile, I found a “T” plate at Standard Building Supplies in Burnaby, 12" wide and 12" tall, see:
https://www.strongtie.com/shapes_specialtystraps/tandl_productgroup_wcc/p/t-and-l
The specific “T” plates I have are 14 gauge (a bit thinner than I planned) and only 2" wide and 2" for the arms (top of the “T”) … whereas I was looking for 3" … so maybe a little narrower than what I had in mind.
Since the side and end beams are 2" x 6" (1.5" x 5.5" finished), I could accommodate 3" wide stem and cross bar on the “T” bracket.
Since these brackets are critical to the strength and stability of the bed frame, I would like to maximise the dimensions, within reason.
The wood is now cut, I have the slats from the old frame, plus the centre beam (aluminium box channel), all I am missing now is the corner brackets.
Mike Taylor (membership) found a small hobby hand brake that could probably fold the 14 gauge T brackets that I have, but I am unsure if it could successfully fold (say) 1/8" steel plate.
Does anyone have any suggestions? ![]()
Or, maybe it would be easier to look for 6" x 6" angle iron (4 x 12" lengths), then cut out the excess metal.
Anyone with any thoughts? ![]()
I would have uploaded PDF diagrams of the wood legs and the metal plate concept, but as a new member, it seems that I am not allowed to upload files. ![]()
Peter
~~